



자동차 센서 마운트 MIM 부품
인장 강도 σb(MPa): 480 이상
조건부 항복 강도 σ0.2(MPa): 177 이상
신도 δ5(퍼센트): 40 이상
면적 축소 ψ(퍼센트): 60 이상
제품 소개
자동차 센서 마운트 MIM 부품 | |||||||||||
안건 | 재료 | 생산 과정 | 소결 온도 | 곰팡이 | 관습 | ||||||
자동차 센서 브라켓 | 316L | 금속 사출 성형 | 1350도 -1500도 | 맞춤형 | 예 | ||||||
화학적 구성 요소 | C : 0.08 이하 | ||||||||||
사용 가능한 재료 | 저탄소 스테인리스강, 티타늄 합금(Ti, TC4), 구리 합금, 텅스텐 합금, 경질 합금, 고온 합금(718, 713) | ||||||||||
마치다 | 치수 정확도 | 제품 밀도 | 외관 처리 | 적절한 무게 | |||||||
거칠기 1-5μm | (±{{0}}.1퍼센트 -±0.5퍼센트) | 92-95퍼센트 | 거울 반사 | 0.03g-400g) | |||||||
기계적 성질 | 인장 강도 σb(MPa): 480 이상 | ||||||||||
열전도율(W/(m*K)) | 100도 | 300도 | 500도 | ||||||||
15.1 | 18.4 | 20.9 | |||||||||
열처리 | Olid solution 1010 ~ 1150도 급냉. | ||||||||||
제품 분석
이 케이스는 자동차 센서의 브래킷입니다. 정밀도 요구 사항이 매우 높고 재료가 316이며 제품이 매우 작고 가장 긴 치수가 38mm이며 사출 성형 중에 금속 인서트 (동판)도 배치되며 그림과 같이 변형이 작아야합니다. 그림 1.

그림 1
본 제품 Automotive Sensor Mounts MIM Parts의 상부 및 하부 홀의 비동심도는 0.02mm 미만입니다. POM(Polyoxymethylene) 제품은 변형되기 쉬우므로 제품의 내부응력을 최소화하기 위해서는 점착점 위치의 선택은 금형설계에서 충분히 고려되어야 하며 상하 구멍은 그림 2와 같이 금형이 해제됩니다.

그림2
상부 구멍과 하부 구멍 사이의 간격에 언더컷이 있고 금형을 해제하기 전에 코어를 두 방향으로 당겨야 하므로 그림 3과 같이 슬라이더 설계에 특정 어려움이 있습니다.

그림3
그림 4와 같이 코어도 이 방향으로 잡아당겨야 합니다.

그림4
사출 성형 시 움직이는 금형에 인서트를 넣어야 합니다. 인서트는 그림 5와 같이 탄성이 좋은 구리 시트입니다.

그림 5
사출 성형 중에 동판이 플라스틱에 의해 상쇄되는 것을 방지하기 위해 동판에 두 개의 작은 구멍을 설정하고 해당 코어를 금형에 설정하여 그림 6과 같이 배치합니다.

그림 6
게이트 디자인
분석 후 제품의 응력을 줄이고 변형을 최소화하기 위해 그림 7과 같이 접착 지점의 최적 위치는 여기입니다.

그림 7
포인트 게이트의 형태를 사용했습니다(그림 8 참조).

그림 8
몰드 플로우 분석은 Moldex 3D 회사에서 제공합니다(그림 9 참조).

그림 9
좁은 공간으로 인해 내가 설계한 게이트가 고정 몰드 핀과 간섭하여 처리하기가 매우 어렵습니다. 그래서 고정금형 핀을 없애고 고정금형 천공을 형성하기 위해 원래의 코어를 사용했습니다. , 그림 10을 참조하십시오.
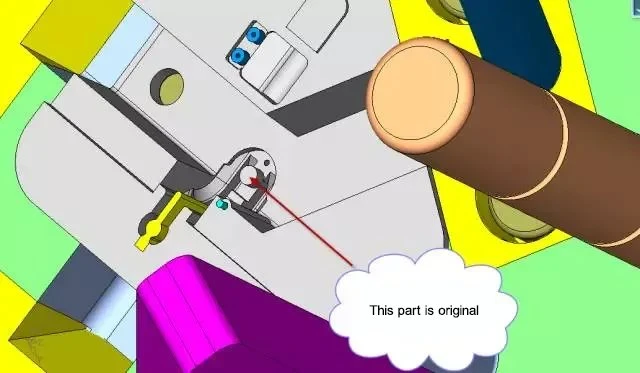
그림 10
이렇게 하면 게이트 타이 로드에 적절한 위치가 남을 수 있습니다(그림 11 참조).

그림 11
금형의 전체 구조는 단순화된 작은 노즐 구조를 채택하고 그림 12와 같이 첫 번째 재설정 장치를 채택합니다.

그림 12
이별
하부 금형 커널과 3개의 슬라이드 블록은 이와 같이 배열됩니다(그림 13 참조).

그림 13
그림 14에 나와 있는 것처럼 숨겨진 몰드 커널과 아래쪽 몰드 커널은 이와 반대로 보입니다.

그림 14
전면 금형 코어는 다음과 같이 설계되었습니다(그림 15 참조).

그림 15
슬라이더 디자인
이 모델 세트는 복잡해 보이지 않지만 슬라이더 디자인은 여전히 약간 어려우며 관계의 모든 측면을 고려해야 합니다. 먼저 슬라이더 1을 살펴보십시오(그림 16 참조).

그림 16
슬라이더 1과 슬라이더 2 사이의 관계는 그림 17에 나와 있습니다.

그림 17
슬라이더 1과 슬라이더 2 및 이들의 공통 경계는 실링 표면이므로 여기에서 단일 평면으로 처리되어야 하며 고정 금형에 삽입되는 구배 경사가 있어야 합니다. 또한 그림 18과 같이 접합면이 매우 정밀하여 제품 표면의 접착선이 최대한 작아야 합니다.

그림 18
슬라이더가 금형에 삽입되는 모든 결합 표면은 슬라이더와 금형의 결합 표면이 마찰로 인해 거칠어지는 것을 방지하기 위해 동작 방향으로 경사져야 합니다(그림 19 참조).

그림 19
슬라이더 3의 설계는 그림 20에 나와 있습니다.

그림 20
슬라이더 3의 끝면은 밀봉 위치를 형성하기 위해 움직이는 금형 코어에 닿고, 금형 코어로 연장되는 결합면은 슬라이더가 오랫동안 마찰에 의해 손상되지 않도록 이동 방향으로 3도 기울기를 갖습니다. -기간 작업. 그리고 털이.
고정 금형 설계
슬라이더의 동력원은 3개의 경사 가이드 기둥이 사출성형기의 형개방력을 통해 슬라이더를 밀어내고, 경사 가이드 기둥 고정 블록을 이용하여 고정 템플릿에 경사 가이드 기둥을 고정시킨다. 고정 금형의 측면에는 그림 21과 같이 리셋 우선 구조의 플런저가 제공됩니다.

그림 21
움직이는 모델의 레이아웃
이 금형 세트의 구조는 매우 콤팩트하며 그림 22와 같이 표준 1515 단순화된 소형 노즐 금형 베이스가 사용됩니다.

그림 22
금형이 열린 후 그림 23과 같이 이젝션 전의 모습입니다.

그림 23
게이트를 부수는 힘은 위 그림의 3개의 나일론 풀 스터드에 따라 다릅니다. 리셋 힘의 균형을 맞추기 위해 리셋 레버의 위치도 세심하게 배치되었습니다.
이젝터 메커니즘 설계
제품의 내부 응력을 줄이고 변형을 최소화하기 위해 이젝터 핀을 더 많이 사용하여 제품 각 부분의 이젝션 힘이 상대적으로 균형을 이루도록 했습니다. 총 10개의 이젝터 핀이 사용되는데, 이는 그림 24와 같이 소형 제품으로는 정말 드문 일입니다.

그림 24
5개의 이젝터 핀이 슬라이드 블록과 간섭하므로 그림 25와 같이 1차 리셋 구조를 마련해야 합니다.

그림 25
첫 번째 리셋 메커니즘 설계
이제 가장 일반적인 사전 재설정 메커니즘 중 하나를 소개하겠습니다(그림 26 참조).

그림 26
첫 번째 재설정 메커니즘은 사전 재설정 메커니즘이라고도 하며 삽입 로드, 스윙 로드, 롤러 및 스토퍼의 네 가지 큰 부분으로 구성됩니다. 금형이 열리면 그림 27과 같이 기울어진 가이드 포스트가 슬라이드 블록을 완전히 밀어냅니다.

그림 27
플런저가 당겨졌기 때문에 진자가 회전할 공간이 있습니다. 사출 성형기의 상단 기둥이 푸시 플레이트를 밀면 롤러의 작용으로 인해 진자가 핀 축을 따라 회전합니다(여기서는 15도)(그림 28 참조).

그림 28
첫 번째 재설정 메커니즘은 그림 29와 같이 완전히 대칭인 금형의 양쪽에 배치됩니다.

그림 29
냉각수 회로 설계
제품이 상대적으로 작고 인서트(동판)를 사출 성형 틈에 배치해야 하기 때문에 사출 성형 주기가 상대적으로 길기 때문에 이 금형 세트의 냉각수 채널 요구 사항은 높지 않습니다. 몰드 코어가 상대적으로 작기 때문에 가장 단순화된 설계를 채택했습니다. 물은 거푸집에서 직접 가져옵니다. 고정형은 2개의 직선 수로입니다(그림 30 참조).

그림 30
동적 모델도 이와 같습니다(그림 31 참조).

그림 31
이 금형 세트의 디자인 포인트는 슬라이더 1과 슬라이더 2의 경계 배열과 접착제 주입구 위치 선택입니다.
금속 사출 성형 공정

D감지 S시스템








문의 보내기